













































了解有关玻璃器皿生产过程的更多信息
优雅
阳光明媚的玻璃器皿
2022-11-03 16:33:32
欢迎来到 美阳玻璃制品,如果您是玻璃器皿买家,可以花点时间了解有关玻璃器皿生产过程的更多信息。
1-->2.溶制 -->3. (人工/机器 ) 成型-->4. 抛光--> 4. 退火-->5. 品检和包装
【原料】
玻璃的主要原材料:石英砂,石灰石,长石,苏打灰,硼酸等。

【溶制】
将配好的原料经过大炉高温加热,形成无气泡的玻璃液;目前所见到大多数用火焰加热,也有少量用电流加热的,称为电窑

【成型】
成型:将熔制好的玻璃液转变成具有固定形状的固体制品,成形方法可分为人工成型和机械成型两大类
1)人造成型
a,人工吹制用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹,主要用来成形玻璃瓶和玻璃球;
b,造型多样化,杯壁轻薄;
c, 杯身有轻微气泡,模纹,斜底以及尺寸规格,重量有差异。

人工拉制在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉,主要用来制造玻璃管或棒。
2.机械形成
a. 压制成型 由玻璃熔窑出口流出,经供料机形成设定重量的料滴,剪入模具中,利用匹配模具的冲头冲压成型
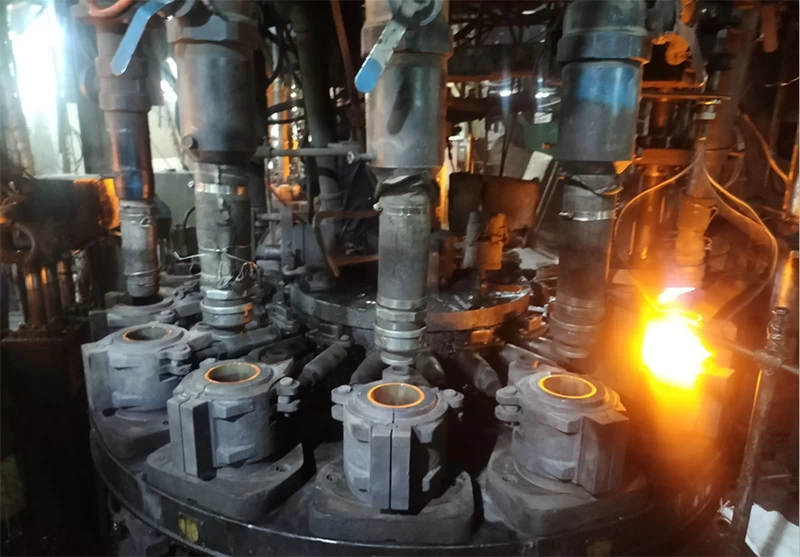
b. 每一工位的模具交换与冲头的上下行程是同步的,玻璃液经过供料管进入压杯模具,然后冲头急速下压成型,在冲头的上部配有盖板,使玻璃液成型,而盖板的作用,使成型玻璃毛坯的口部相对平整。
c. 成型过程中模具起到关键重要性,依靠模具表面直接成型,如在成型过程中若模具温度过高,会发生粘模,造成产品变形,模具温度过低,又会导致产品有冷纹,所靠师傅以往的经验和产品参数来调整修正;
d. 产品成型过程中冷却要合理,若冷却系统速度过快或者冷却设计不合理,会造成产品温度不均匀,特别是较厚的产品会存在大的温度差异,导致内部热应力过大而在成型过程中炸裂现象;
e. 我们常见的模具有四种,顶模,自动开边模,人工开模,爆炸模,如杯口大底小适用顶模无合模线,杯口杯底一样大适用自动开边模,杯身有2条合模线,一些杯身有花纹或者logo产品需三开或四四开适用人工开模或者爆炸模,人工开模相对爆炸模模具成本要底,需要人工在机台上操作关模开模,而爆炸模是机械化,杯身花纹比较复杂,比较深只能人工开模;
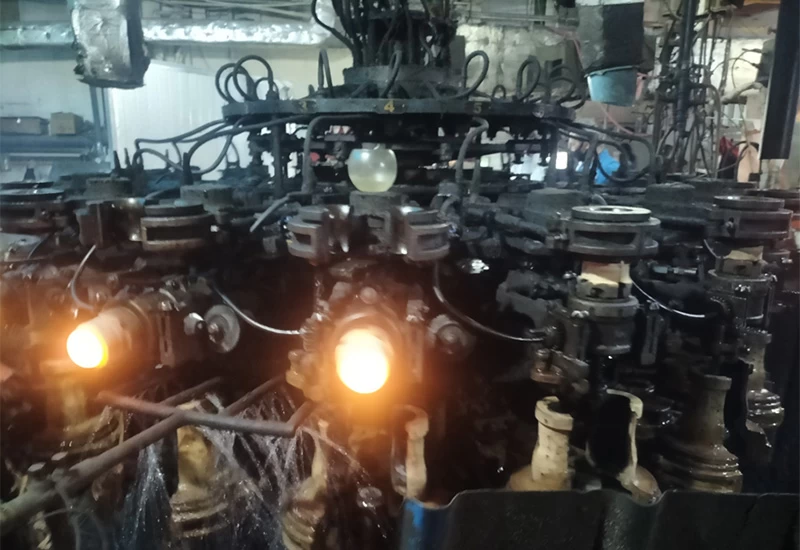
机器吹制
机吹成型由玻璃熔窑出口流出,经供料机形成设定重量的料滴,剪入初型模中吹成再转入成型模中吹成制品,成型过后进行热切割;
机吹杯壁较厚,尺寸规格,重量基本一致,浮度没有那么大,产品产量比较大,款式比较简单
【抛光】
1.有单抛和双抛两种,产品从模具出来,表面没有光洁度,需经过抛光使产品达到需要的光洁度;
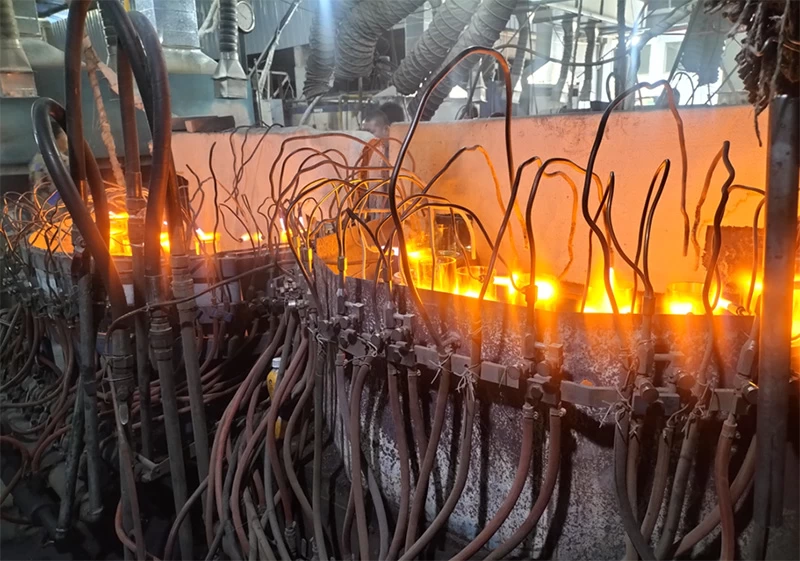
2.调整好火枪和吹气管的位置及大小,火枪与吹气管是相辅相成的作用;
3.单抛光洁度效果没有双抛的光洁度效果好,因双抛可以多方面都能抛到
【退火】
玻璃在成形过成中经受了激烈的温度变化和形状变化,会降低玻璃的强度和热稳定性,如果直接冷却,很可能在冷却过程中或以后的存放、玻璃会自行冷爆,为了消除冷爆现象,玻璃制品在成形后必须进行退火;温度由低升到高,从400多度分三个阶段或者四阶段调整500多度进行,退火一般需要3-4个小时时间完成;查看退火效果需进行测试,如冷热测试,划刻测试等

【品检和包装】
1.窑尾产品出来,首先拿样品进行比对,测量尺寸,重量,容量方面是否达到要求;
2.线上拿一排产品进行冷却做应力测试,如划刻,冷热测试来判断产品应力是否达标,若应力不达标,这时可以把线的速度调慢和提升温度。生产过程中出现的不良品如料纹,料渣,冷纹,冷炸等等一些有瑕疵的产品进行检验,同时告知机台师傅产品的瑕疵问题,要求及时解决,再包装入箱。
