













































Узнайте больше о производственном процессе стеклянной посуды
Милость
Солнечная стеклянная посуда
2022-11-03 16:33:32
Добро пожаловать в Солнечная стеклянная посудаЕсли вы являетесь покупателем Glassware, вы можете заняться секундой, чтобы узнать больше о производственном процессе стеклянной посуды в следующем.
1. Материалы-> 2. Диссолюция-> 3. (Искусственное механическое образование) Формование -> 4. Полировка-> 4. Отжиг-> 5. Качественная проверка и упаковка
【Сырье】
Основное сырье стекла: кварцевый песок, известняк, полевой шпат, содовая зола, борная кислота и т. Д.

【Распад】
Соответствующее сырье через высокотемпературное нагрев печи, не образуя пузырьковой стеклянной жидкости; Большинство видно с отоплением пламени, также небольшое количество тока нагрева, называемое электрической печей.

【Формирование】
Превратите расплавленное жидкое стекло в твердый продукт с фиксированной формой. Метод формирования можно разделить на две категории: искусственное литье и механическое литье
1) Искусственное формование
A, искусственный дует с никель-хромий-сплавом, выдувчивая трубку, выбейте стеклянный шарик в форме во время раздувания, в основном используется для образования стеклянных бутылок и стеклянных шариков; В B, диверсифицированная форма и тонкая стена чашки; В C в чашке есть небольшие пузырьки, рисунок, наклонные и спецификации размера, различия в весах.

После взорвания в небольшой пузырь, другой работник с верхней тарелкой, чтобы приклеиваться, два человека придувают, пока тяга в основном используется для изготовления стеклянных труб или стержней.
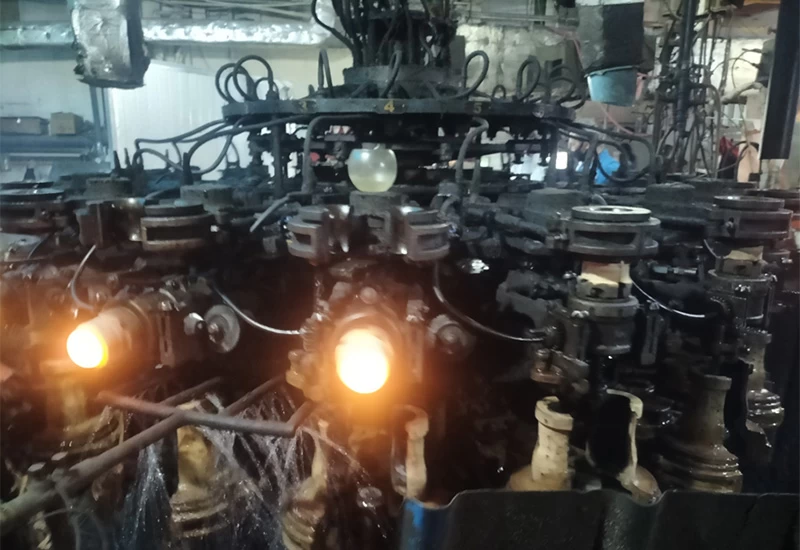
2. Механическое формирование
а Пресс -формование вытекает из выхода стеклянной таяющей печи, и Gob of установленного веса образуется фидером, который разрезан в форму и пробивается пулем, соответствующим форме;
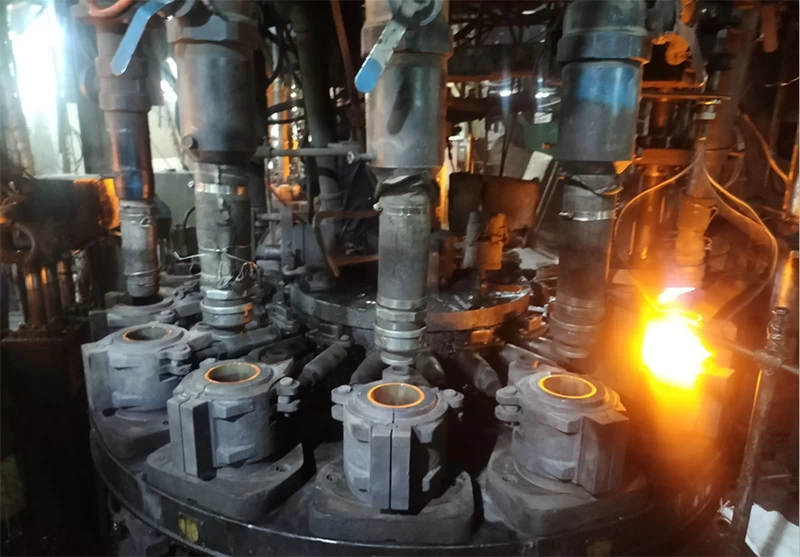
беременный Обмен плесенью каждой станции синхронизируется с ударом вверх и вниз удара. Стеклянная жидкость попадает в прессовую форму через кормление, и затем удары быстро нажимают вниз. Верхняя часть удара оснащена крышкой, чтобы создать стеклянную жидкость, а функция крышкой пластины делает устье образующего стеклянного числа относительно плоскими;
в Плесень играет ключевую роль в процессе формования, полагаясь на поверхность формы для прямого литья. Например, если температура пресс -формы слишком высока во время процесса литья, плесень будет прилипать к форме, что приведет к деформации продукта. Если температура формы слишком низкая, это приведет к тому, что продукт будет иметь холодные полосы. , полагаясь на прошлый опыт мастера и параметров продукта, чтобы регулировать и исправить;
дюймовый Охлаждение в процессе формирования продукта должно быть разумным. Если скорость системы охлаждения слишком быстрая или конструкция охлаждения необоснована, температура продукта будет неровной, особенно для более толстых продуктов, будут большие температурные различия, что приведет к чрезмерному внутреннему тепловому напряжению. Явление взрыва во время процесса формования;
е - Существует четыре вида обычных форм: верхняя форма, автоматическая краевая форма, ручное отверстие плесени и взрывная форма. Если отверстие чашки мало, верхняя форма подходит для верхней формы без линии зажима, а отверстие чашки и дно чашки имеют такой же размер, что подходит для автоматической открывающей формы. , В чашке тела есть 2 линии зажима. Некоторые чашки с узорами или логотипами должны быть открыты за три или четыре или четыре раза. Он подходит для ручного открытия плесени или взрывоозаводной формы. Стоимость ручного открытия плесени ниже, чем у формы взрыва. Операция состоит в том, чтобы закрыть плесень и открыть форму, в то время как взрывная форма механизируется, рисунок корпуса чашки более сложна, а чем глубже плесень может открываться только вручную;
Машина дует литья
Из стекла из стекла на выходе печи через фидушку образуют установленный вес материала капель, нарезайте в первичную плесень, а затем в формовочную плесень, выдувную в продукты, после формирования для горячей резки; Стенка из удара машины толстая, размер и спецификации, вес в основном такой же, плавучесть не такая большая, выход продукта относительно большой, стиль относительно прост.
【Polishing】
1. Есть два вида однократного броска и двойного броска, продукт выходит из формы, поверхность не имеет финиша, необходимо полировать, чтобы сделать продукт для достижения желаемой отделки;
2. Приспособление к положению и размеру мушкета и трахеи, мушкет и трахея дополняют друг друга;
3. Эффект отделки с одним броском не так хорош, как эффект от отделки двойного броска, потому что двойной бросок можно бросить во многих аспектах
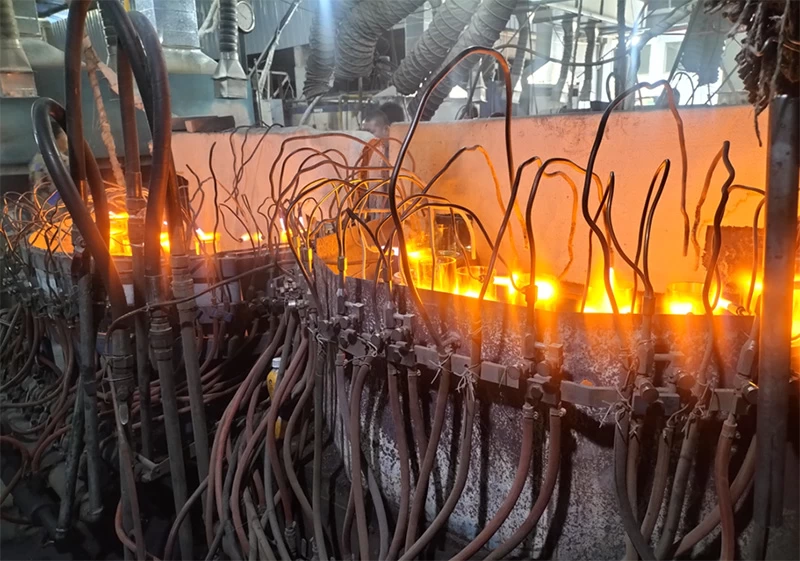
【Отжиг】
Стекло претерпело серьезные изменения температуры и изменения формы в процессе формирования, что уменьшит прочность и тепловую стабильность стекла. Если он напрямую охлаждается, вполне вероятно, что стекло будет самостоятельно лопнуть во время процесса охлаждения или после хранения. Явление взрыва, стеклянные продукты должны быть отжжены после формирования; Температура повышается с низкого до высокого до высокого уровня, с более чем 400 градусов до трех этапов или четырех этапов для корректировки более 500 градусов, отжиг обычно занимает 3-4 часа; Проверьте эффект отжига, необходимый для тестирования, таких как горячий и холодный тест, тест на царапины и т. Д.

【Качественная проверка и упаковка】
1. Когда продукты в конце печи выходят, сначала сравните образцы и измерьте, соответствуют ли размер, вес и емкость;
2. Возьмите ряд продуктов в Интернете для охлаждения и стресс-тестирования, таких как скрибца и горячее тестирование, чтобы определить напряжение продукта, соответствует ли он стандарту, если напряжение не соответствует стандарту, то скорость линии может быть замедлена вниз и температура может быть повышена; 3. Дефектные продукты, которые появляются в производственном процессе, такие как материальное зерно, материальный шлак, холодное зерно, холодное жаркое и т. Д. Осмотрите »в то же время сообщите мастеру машины о дефекте продукта и попросите своевременно Решение », а затем упакуйте его в коробку.
