














































ガラス製品の生産プロセスの詳細をご覧ください
恵み
日当たりの良いガラス製品
2022-11-03 16:33:32
ようこそ 日当たりの良いガラス製品、ガラス製品の購入者である場合、次のようにガラス製品の生産プロセスについて詳しく知るために1秒かかることがあります。
1. raw材料 - > 2.ディソール - > 3。 (人工機械形成)成形 - > 4。研磨 - > 4.アニーリング - > 5。質の高い検査とパッケージ
【原材料】
ガラスの主な原材料:石英砂、石灰岩、長石、ソーダ灰、ホウ酸など。

【解散】
炉の高温加熱を介した一致した原材料は、バブルガラス液体を形成しません。ほとんどが火炎加熱、電気kiと呼ばれる少量の電流加熱で見られます。

【形にする】
溶融液体ガラスを固定形状の固体製品に変換します。フォーミング方法は、人工成形と機械的成形の2つのカテゴリに分類できます。
1)人工成形
A、ニッケルクロミウム合金を吹くパイプで人工吹くには、主にガラスボトルとガラスボールを形成するために使用されている間、吹き回しながらカビにガラスのボールを摘み取ります。 Bでは、多様化した形状と薄いカップの壁。 Cでは、カップボディにはわずかな泡、パターン、傾斜した底部、サイズの仕様、重量の違いがあります。

小さな泡に吹き込んだ後、上部プレートを貼り付ける別の労働者、プルが主にガラスチューブまたはロッドを作るために使用されている間に吹きながら2人を吹きます。
2.機械形成
a。 プレスモールディング ガラス溶融炉の出口から流れ出ると、セット重量のゴブはフィーダーによって形成され、金型にカットされ、カビに合ったパンチによってパンチされます。
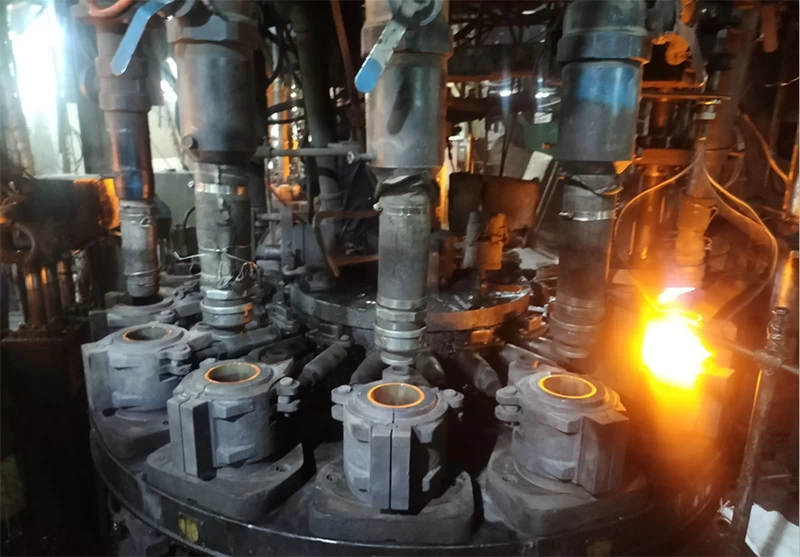
b。各ステーションの金型交換は、パンチの上下ストロークと同期されます。ガラスの液体は、飼料パイプを通して押された型に入り、パンチが急速に押し下げて形成されます。パンチの上部には、ガラス液を形成するためのカバーが装備されており、カバープレートの機能により、形成ガラスの口が比較的平らになります。
c。金型は、直接成形のために金型の表面に依存して、成形プロセスで重要な役割を果たします。たとえば、成形プロセス中にカビの温度が高すぎる場合、カビはカビに付着し、生成物の変形をもたらします。カビの温度が低すぎると、製品のコールドストリークが生じます。 、マスターおよび製品パラメーターの過去の経験に依存して、調整および修正します。
d。製品の成形プロセス中の冷却は妥当でなければなりません。冷却システムの速度が速すぎるか、冷却設計が不合理である場合、特に厚い製品の場合、製品の温度が不均一になり、温度差が大きくなり、過度の内部熱応力が生じます。成形プロセス中の爆発現象。
e。一般的な金型には、トップカビ、自動エッジカビ、手動型の開口部、爆発金型の4種類があります。カップの開口部が小さい場合、上部の金型はクランプラインのない上部の金型に適しています。カップの開口部とカップの底は同じサイズで、自動開ける金型に適しています。 、カップボディには2つのクランプラインがあります。パターンまたはロゴを備えた一部のカップは、3、4、4回開く必要があります。手動のカビの開口部や爆発金型に適しています。手動型の開口部のコストは、爆発金型のコストよりも低くなっています。操作は金型を閉じて金型を開くことです。爆発型が機械化され、カップボディのパターンがより複雑になり、型がより深く手動でしか開くことができます。
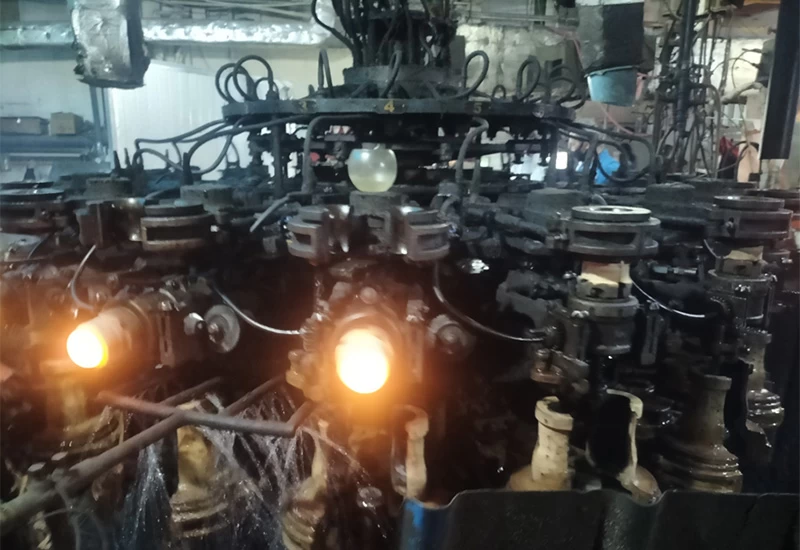
マシンブローリングモールディング
ガラス溶融キルンアウトレットの流出から、フィーダーを通って材料液滴の設定された重量を形成し、一次金型に吹き付けてから、熱い切断のために形成された後、製品に吹く成形金型に切り込みます。マシンの吹くカップの壁は厚く、サイズと仕様が厚く、重量は基本的に同じで、浮力はそれほど大きくなく、製品の出力は比較的大きく、スタイルは比較的単純です。
【磨き】
1. 2種類のシングルスローとダブルスローがあります。製品は金型から出てきます。表面には仕上げがなく、希望の仕上げを実現するために製品を作るために研磨する必要があります。
2.マスケット銃と気管の位置とサイズ、マスケット銃、気管は互いに補完的です。
3.シングルスローフィニッシュの効果は、ダブルスローが多くの面で投げることができるため、ダブルスローフィニッシュの効果ほど良くありません
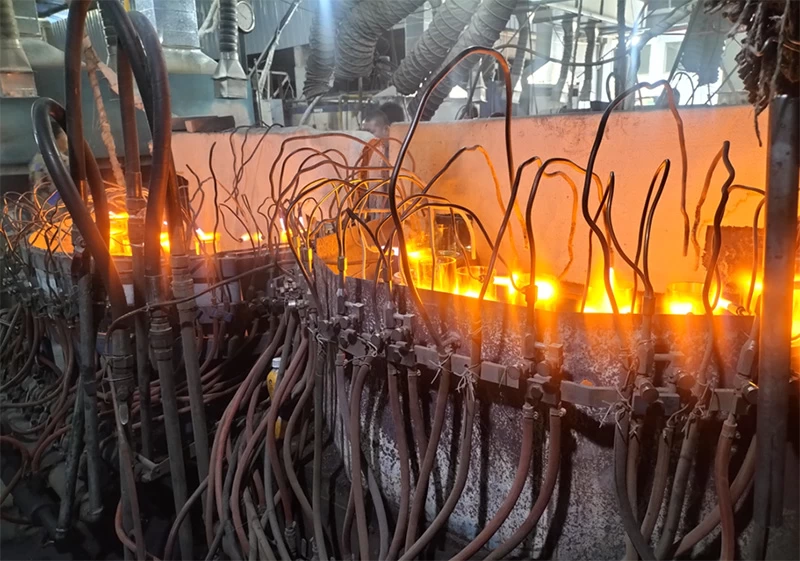
【アニーリング】
ガラスは、形成プロセス中に深刻な温度変化と形状の変化を受け、ガラスの強度と熱安定性を低下させます。直接冷却されている場合、冷却プロセス中または保管後にガラスが自己冷却される可能性があります。爆発現象、形成後にガラス製品はアニールする必要があります。温度は、500度以上調整するために400度以上から3段階、3段階、または4段階まで上昇します。アニーリングは通常3〜4時間かかります。ホットテストやコールドテスト、スクラッチテストなど、テストする必要のあるアニーリング効果を確認してください。

【品質検査とパッケージング】
1.キルンの終わりにある製品が出てきたら、まずサンプルを比較し、サイズ、重量、容量が要件を満たしているかどうかを測定します。
2.筆記やホットコールドテストなどの冷却やストレステストのためにオンラインで製品の列を並べて、標準を満たしているかどうか、ストレスが標準を満たしていない場合、ラインの速度を遅くすることができます。ダウンと温度を上げることができます。 3.材料穀物、材料スラグ、コールドグレイン、コールドフライなどの生産プロセスに現れる欠陥のある製品。同時に、機械のマスターに製品の欠陥を知らせ、タイムリーを要求する解決策」、そしてそれをボックスに詰めます。
