













































Obtenga más información sobre el proceso de producción de la cristalería
Gracia
Cristalería soleada
2022-11-03 16:33:32
Bienvenido a Cristalería soleada, si es comprador de cristalería, puede tomar un segundo para obtener más información sobre el proceso de producción de cristalería como lo sigue.
1. RAW MATERIOS-> 2. DISSOLUCIÓN-> 3. (Formación mecánica artificial) Moldeo -> 4. Pulido-> 4. recocido-> 5. Inspección de calidad y embalaje
【Materias primas】
Las principales materias primas de vidrio: arena de cuarzo, piedra caliza, feldespato, ceniza de sodio, ácido bórico, etc.

【Disolución】
Las materias primas emparejadas a través del calentamiento de alta temperatura del horno, que no forman líquido de vidrio de burbujas; La mayoría se ve con calefacción de llamas, también una pequeña cantidad de calefacción actual, llamada horno eléctrico.

【Formación】
Convierta el vidrio líquido fundido en un producto sólido con una forma fija. El método de formación se puede dividir en dos categorías: molduras artificiales y moldeo mecánico
1) moldeo artificial
A, soplado artificial con un tubo de soplado de aleación de níquel-cromo, elige una bola de vidrio en el molde mientras gira mientras sopla, se usa principalmente para formar botellas de vidrio y bolas de vidrio; En B, forma diversificada y pared de copa delgada; En C, el cuerpo de la copa tiene burbujas leves, patrón, especificaciones de fondo y tamaño inclinadas, diferencias de peso.

Después de soplar en una pequeña burbuja, otro trabajador con la placa superior para pegarse, dos personas mientras soplan mientras el tirón se usa principalmente para hacer tubos o varillas de vidrio.
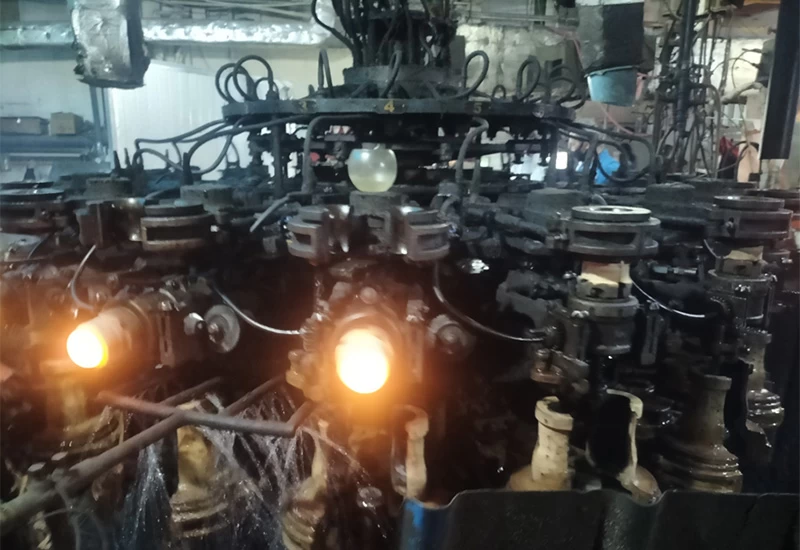
2. Formación mecánica
una. El moldeo de la prensa Fluye desde la salida del horno de fusión de vidrio, y el comedero se forma el gorro del peso establecido, que se corta en el molde y el golpe que coincide con el molde;
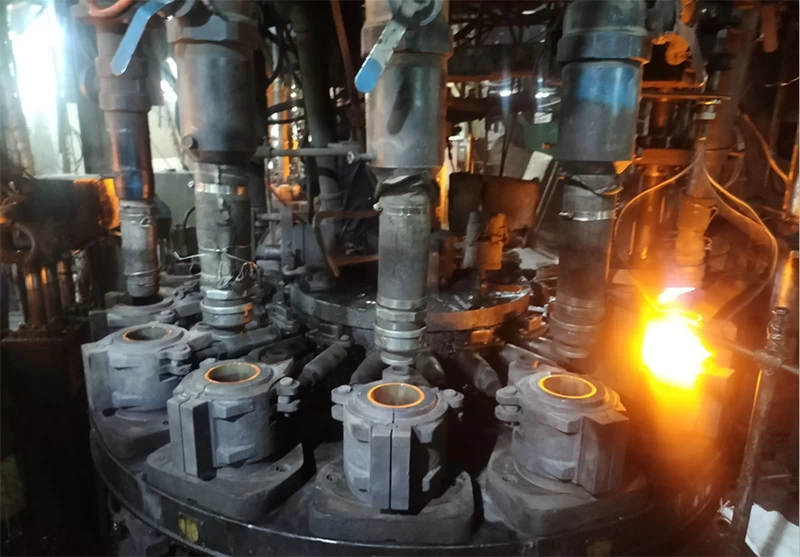
b. El intercambio de moho de cada estación se sincroniza con el golpe hacia arriba y hacia abajo del golpe. El líquido de vidrio ingresa al molde presionante a través de la tubería de alimentación, y luego el golpe se presiona rápidamente para formarse. La parte superior del golpe está equipada con una cubierta para que se forme el líquido de vidrio, y la función de la placa de cubierta hace que la boca del vidrio formador sea relativamente plano;
C. El molde juega un papel clave en el proceso de moldeo, confiando en la superficie del molde para el moldeo directo. Por ejemplo, si la temperatura del molde es demasiado alta durante el proceso de moldeo, el molde se adhirirá al molde, lo que dará como resultado la deformación del producto. Si la temperatura del moho es demasiado baja, hará que el producto tenga rayas frías. , dependiendo de la experiencia pasada de los parámetros maestro y del producto para ajustar y corregir;
d. El enfriamiento durante el proceso de moldeo del producto debe ser razonable. Si la velocidad del sistema de enfriamiento es demasiado rápida o el diseño de enfriamiento no es razonable, la temperatura del producto será desigual, especialmente para productos más gruesos, habrá grandes diferencias de temperatura, lo que dará como resultado un estrés térmico interno excesivo. Fenómeno de explosión durante el proceso de moldeo;
mi. Hay cuatro tipos de moldes comunes: moho superior, moho de borde automático, abertura de molde manual y moho de explosión. Si la abertura de la copa es pequeña, el molde superior es adecuado para el molde superior sin una línea de sujeción, y la abertura de la copa y la parte inferior de la copa son del mismo tamaño, que es adecuado para el molde de apertura automático. , El cuerpo de la copa tiene 2 líneas de sujeción. Algunas tazas con patrones o logotipos deben abrirse en tres o cuatro o cuatro veces. Es adecuado para abertura manual de molde o molde de explosión. El costo de la apertura del molde manual es más bajo que el del moho de explosión. La operación es cerrar el molde y abrir el molde, mientras que el molde de explosión se mecaniza, el patrón del cuerpo de la copa es más complicado y cuanto más profundo solo se puede abrir manualmente;
Moldura de soplado de máquina
Desde la salida de salida del horno de fusión de vidrio, a través del alimentador para formar un peso establecido de las gotas del material, cortado en el molde primario que sopla y luego en el molde de moldeo que sopla en productos, después de formar para cortar en caliente; La pared de la taza de soplado de la máquina es gruesa, el tamaño y las especificaciones, el peso es básicamente el mismo, la flotabilidad no es tan grande, la salida del producto es relativamente grande, el estilo es relativamente simple.
【Pulido】
1. Hay dos tipos de lanzamiento único y doble tiro, el producto sale del molde, la superficie no tiene acabado, es necesario pulir para hacer el producto para lograr el acabado deseado;
2. Ajuste la posición y el tamaño del mosquete y la tráquea, el mosquete y la tráquea son complementarios entre sí;
3. El efecto del acabado de un solo lanzamiento no es tan bueno como el efecto del acabado de doble tiro, porque se puede lanzar doble tiro en muchos aspectos
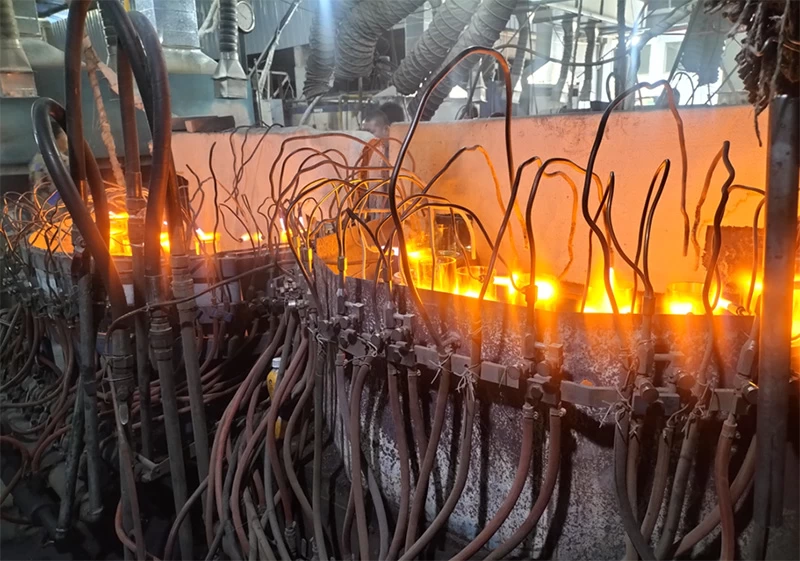
【Recocido】
El vidrio ha sufrido cambios de temperatura graves y cambios de forma durante el proceso de formación, lo que reducirá la resistencia y la estabilidad térmica del vidrio. Si se enfría directamente, es probable que el vidrio se estalle de manera autónoma durante el proceso de enfriamiento o después del almacenamiento. Fenómeno de explosión, los productos de vidrio deben ser recocidos después de formarse; La temperatura aumenta de baja a alta, de más de 400 grados a tres etapas o cuatro etapas para ajustar más de 500 grados, el recocido generalmente tarda de 3 a 4 horas en completarse; Verifique el efecto de recocido que debe probar, como prueba de calor y frío, prueba de rascar, etc.

【Inspección de calidad y embalaje】
1. Cuando salgan los productos al final del horno, primero compare las muestras y mida si el tamaño, el peso y la capacidad cumplen con los requisitos;
2. Tome una fila de productos en línea para el enfriamiento y las pruebas de estrés, como los escribas y las pruebas frías para determinar el estrés del producto, si cumple con el estándar, si el estrés no cumple con el estándar, entonces la velocidad de la línea se puede ralentizar hacia abajo y la temperatura se puede elevar; 3. Los productos defectuosos que aparecen en el proceso de producción, como el grano del material, la escoria del material, el grano frío, la fritura fría, etc., inspeccionan "al mismo tiempo informar al maestro de la máquina sobre el defecto del producto y solicitar una oportuna Solución ", y luego empacarlo en la caja.
