













































¿Cómo inspecciona el inspector de la cristalería soleada los frascos de las velas de vidrio?
Gracia
Cristalería soleada
2022-08-01 19:05:55
Cristalería soleadase estableció en 1992, el control de calidad delproductoses el enfoque principal. Cada inspector del equipo de control de calidad debe someterse a una capacitación previa al trabajo y solo puede emplearse después de aprobar la evaluación. La experiencia laboral promedio de los inspectores en la cristalería soleada durante más de 5 años, no ha habido grandes quejas de calidad por más de 10 años consecutivos. Echemos un vistazo al trabajo diario de nuestros inspectores
Herramientas esenciales para inspectores:Escalas electrónicas, regla de tallo, regla de cuero, regla de rodadura, regla de acero, termómetro, cuchillo de vidrio, marca grasa.
Uno de los trabajos de rutina:Inspección de taza de vidrio transparente
El proceso de inspección de copa de vidrio transparente se puede dividir en Inspección previa al juicio, inspección de patrulla e inspección de muestreo
1 Inspección previa al juicio:
La inspección previa al juicio se refiere a la predicción y comprensión del producto antes de ingresar al horno. Este proceso es principalmente para comprender el peso, la apariencia, el moldeo e incluso el tamaño del producto, para ver si cumple con los requisitos del cliente. En segundo lugar, cuando hay un problema, la fábrica en el proceso de ajuste, también podemos comprender si mejorar y el grado de mejora, a fin de encontrar el problema y esforzarnos por controlar el problema en el estado de Bud.
2 inspecciones de patrulla
Inspección 1:
Este proceso no es estable porque el producto acaba de salir del horno, por lo que puede durar de cuatro a cinco horas, o incluso más. En este momento, podemos verificar una comprensión preliminar del producto y la firma de la muestra, formar, sopesar el peso, el tamaño e incluso la apariencia, y verificar los datos y los requisitos del cliente. Encuentre una comunicación oportuna anormal para tratar, controle el problema antes del empaque.

Inspección 2:
Este período de tiempo está cerca de la estabilidad. Por lo tanto, para verificar los detalles de los productos fuera del horno, ya sea la apariencia y otros cambios, y debe ser ininterrumpido tiempo de intervalo general de 1 hora una vez, y el tiempo no es inferior a 20 minutos de inspección en línea. Encuentre problemas y comentarios oportunos a la persona responsable. Si es necesario, recuerde adecuadamente a los trabajadores la línea de producción y los requisitos del cliente, y controle el flujo de productos defectuosos en el empaque.

Inspección 3:
Cuando los productos en línea tienden a estabilizarse, no se arriesgue. Porque, hay demasiadas incertidumbres en cada período de tiempo. Además de la inspección visual por experiencia, durante este período, cuando sea necesario, las herramientas se pueden usar en la parte inferior del producto y la inspección de la planitud bucal, como vidrio, baldosas de cerámica y otra detección de aviones, inferior o boca, fenómeno de la boca temblorosa . En segundo lugar, puede usar la pinza para detectar la parte inferior de la copa y el fenómeno de la boca del borde.
Inspección 4:
El tamaño de la línea de producción, la inspección debe llevarse a cabo de acuerdo con los datos de datos y de firma de la muestra, generalmente la firma de muestra de referencia (porque la muestra generalmente es confirmada por los invitados) debe manejarse y resolverse a tiempo. Cuando el tamaño del producto o el peso de Gram no cumple con los requisitos, la fábrica está obligada a traer problemas negativos en el proceso de ajuste. En este momento, debemos juzgar los problemas primarios y secundarios, los comentarios y la comunicación oportunos, y comprender los puntos clave al no violar los requisitos del cliente (si los huéspedes prestan atención a la capacidad, podemos aumentar adecuadamente el peso para resolver otros negativos. Problemas del producto.) Por supuesto, esta situación es generalmente un producto nuevo o un problema difícil de resolver en este momento.
Inspección 5:
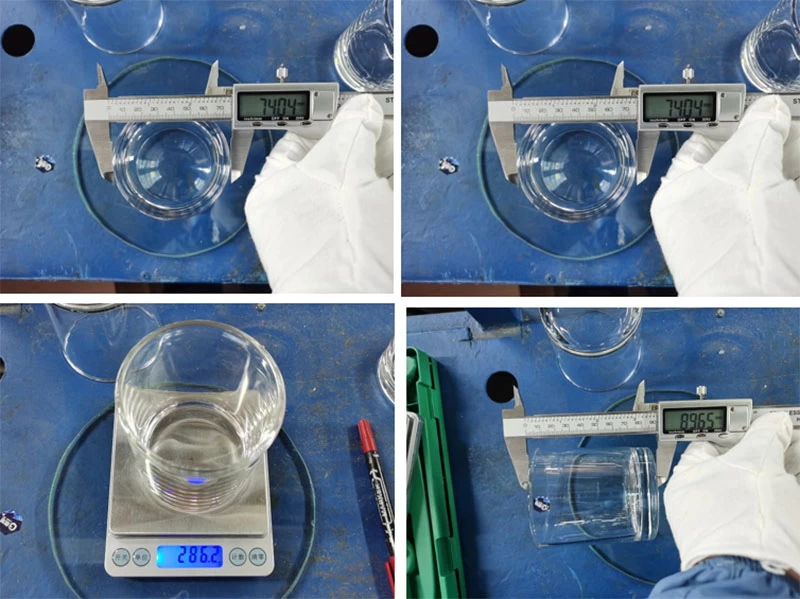
Para el grosor de la pared del producto, la detección del espesor inferior y las pruebas de capacidad para garantizar que el producto cumpla con los requisitos del cliente. En segundo lugar, las verificaciones puntuales ininterrumpidas del empaque de la línea de producción son principalmente para descubrir oportunos problemas a tiempo para recordar a los productos de inspección de los trabajadores de la línea de producción y procesos de empaque para prestar atención a los malos productos mezclados en el empaque. Si se encuentra que la línea de producción es deficiente, la relación es grande y la fábrica debe informar a la fábrica a tiempo y luego eliminar los malos empaques.

Inspección 6:
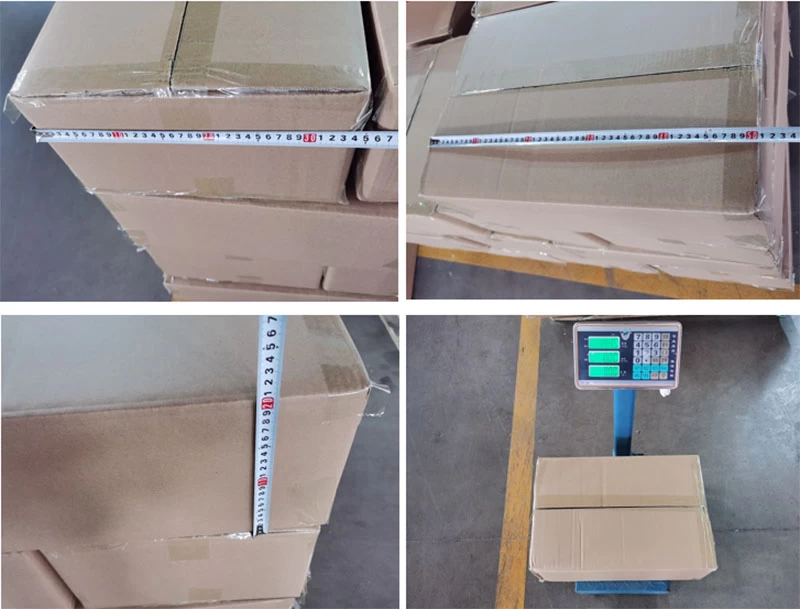
Verifique principalmente si el material, el tamaño, el peso y el embalaje externo afectarán el producto durante el envasado. Esta verificación del proceso es principalmente para prestar atención a si los trabajadores de empaque y la casilla externa cumplen con los requisitos de envasado del producto. (Especialmente el producto confiado) En este momento, es fácil causar el segundo fenómeno de daño, daño y floración del producto, por lo que la inspección de este proceso debe prestar atención especial y recordar la fábrica y el envasado de la línea de producción. Despedir
Inspección 7:
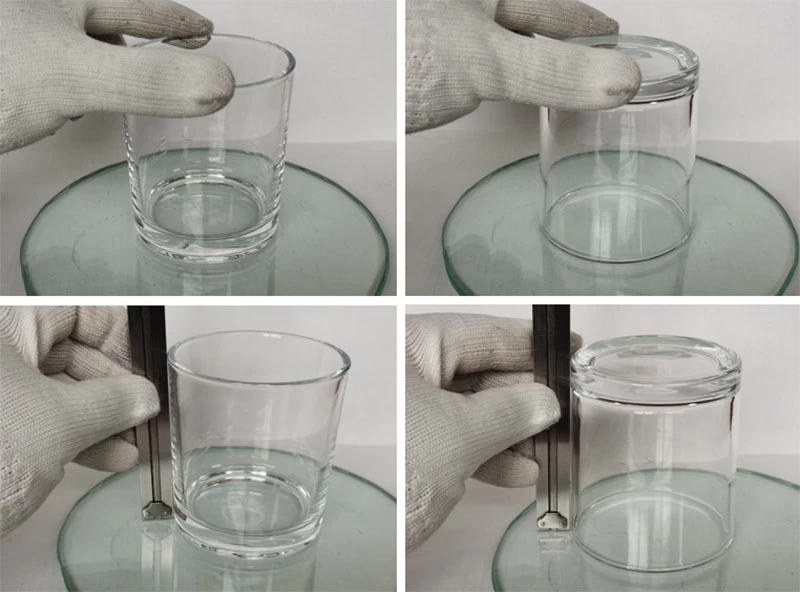
La inspección funcional CAP, la cubierta de apoyo proporcionada por los clientes generales, se fija para el moldeo, por lo que es necesario adaptarse al producto en la línea de producción sin interrupción. Fenómeno

Inspección 8:
Inspección Con una cubierta de pegamento de silicio, al producir esta lata y la cubierta de la línea de producción, se requiere una rotación de anillo de silicona más para su uso. Este proceso debe garantizar que la tapa y la copa coincidan con la fuerza bien. No demasiado apretado. Por lo tanto, la línea de producción debe ser un efecto de prueba ininterrumpido

Inspección 9:
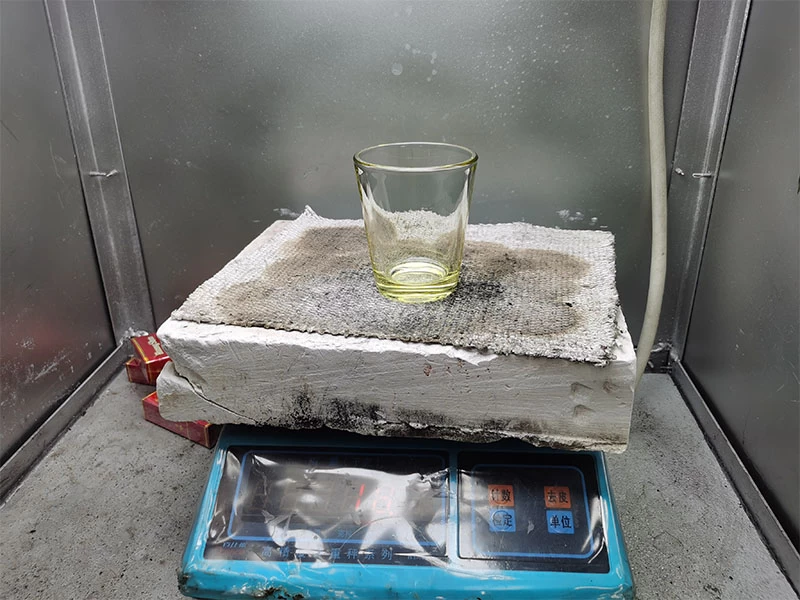
La prueba de estrés del producto, generalmente 2 horas después de que el producto esté fuera del horno, haga una prueba de estrés después de 2 horas. Es mejor que elijamos el tiempo de prueba después de 3-4 horas o la siguiente prueba de producto de turno nocturno.

3 cheque de primavera:
Por lo general, los productos y los bienes de cola producidos por la fábrica en el turno nocturno generalmente se llevan a cabo al día siguiente. Los productos de turno nocturno están relativamente dispersos. Los problemas de cada período de tiempo son diferentes. Esto se relaciona principalmente con la operación de fatiga de los trabajadores de turnos nocturnos. Por lo tanto, generalmente tengo más productos a las 2-5 am en los turnos nocturnos en los turnos nocturnos. Tomando este punto como la inspección clave, muchas veces este asunto es el más propenso a los problemas. En segundo lugar, se realiza la inspección del turno nocturno. En general, la fábrica espera volver al trabajo para el problema de cada conflicto.

Informes de inspección
El informe de inspección es la evaluación e interpretación de la calidad del producto del producto. En general, se nos presenta al cliente en forma de descripciones e imágenes de texto. Esto permite a los clientes comprender intuitivamente el contenido del informe y la calidad general del producto. Y comprender oportunamente las condiciones de calidad, los cambios de calidad y los problemas existentes en el proceso de producción. Para hacer juicios correctos y tomar medidas efectivas de toma de decisiones.